成形品への追加工による金型製作費の削減
お客様からご相談いただいた内容
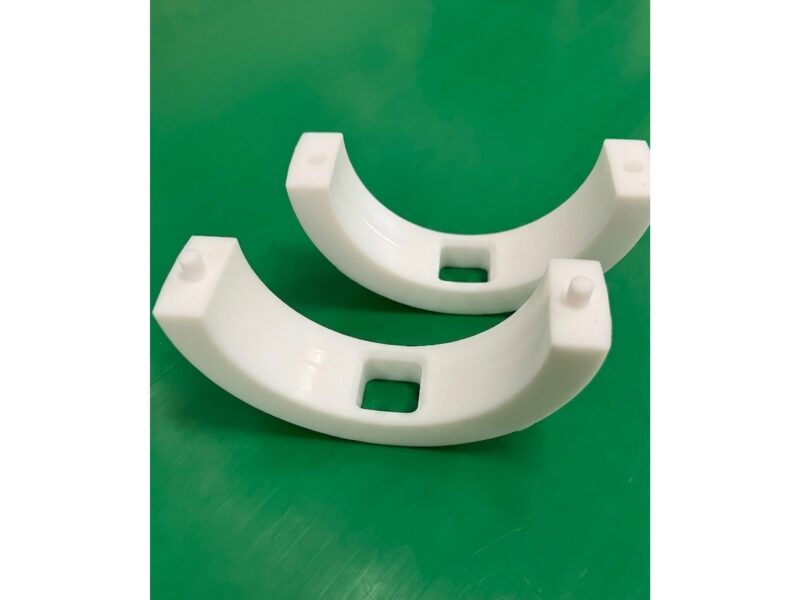
用途の変更に伴い、成形品のボトルの外周に穴を空けたいが、成形型の形状変更は製造コストも納期もかかってしまう、という課題がありました。
そこで、「既製品へ追加工できないか?」とご相談いただきました。

提案内容・解決策
薄肉形状の製品であったため、加工時の変形やたわみが予想されました。
そこで、内径側に「入れ子」を挿入した上で、加工を行いました。これにより、お客様のご要望であった穴形状を問題なく実現することができました。(※Φ16の穴を円周等配に配置)
関連する課題解決事例
-
勘合状態を考慮した形状・寸法の最適化加工
相手側円盤部品の仕様変更に伴い、その外周に取り付くテフロンリングの設計変更についてご相談をいただきました。相手部品が蓋として機能し、液体を遮…
続きはこちら
-
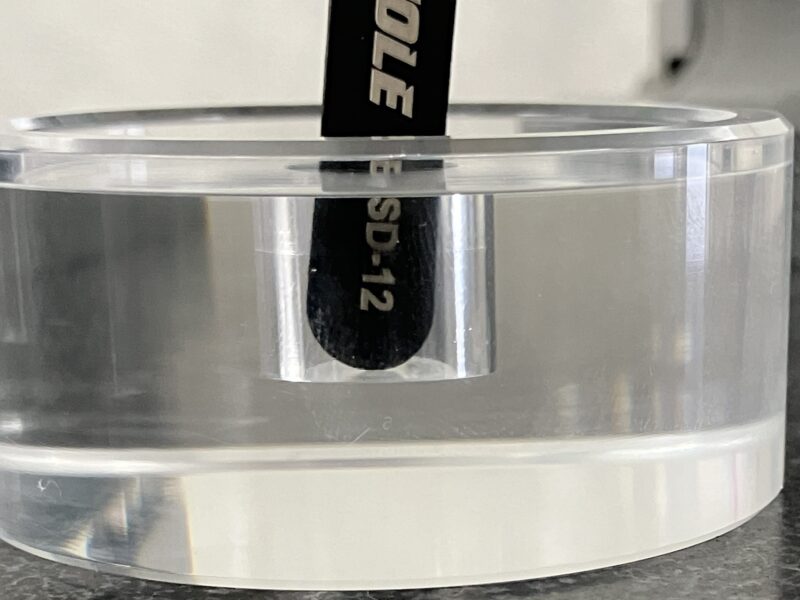
アクリル加工の透過性確保
本製品は製品用途上、高度な透明性が求められていました。しかし、アクリルへ切削加工を行うと、切削面が”すりガラス”状に曇ってしまいます。 …
続きはこちら
-

プレート部品への片面加工によるコストダウン
プレート形状の製品は、通常両面へ加工を行います。しかし、単純形状のプレートであったため、お客様よりできるだけコストを削減したいという要望があ…
続きはこちら
-
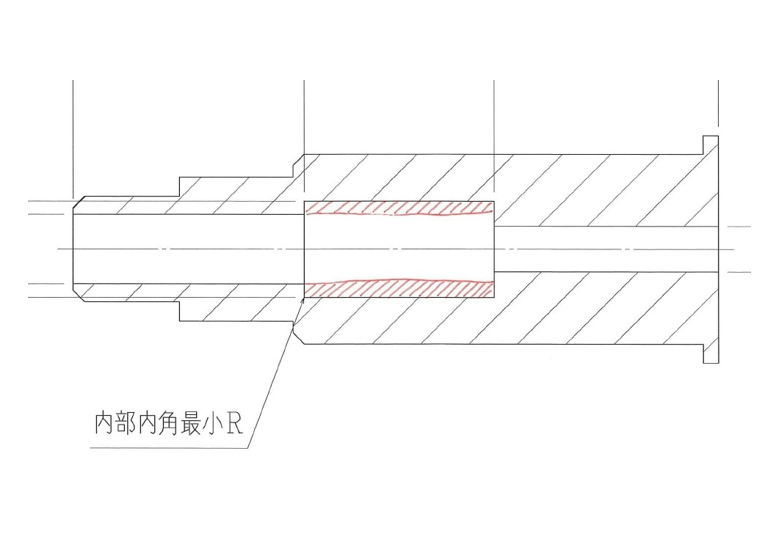
穴の段差の削除によるリードタイム短縮
継手部品の切削加工にあたり、当初は支給図面の通りに製作を進めていましたが、内部の穴に段差がある形状だったため、特注工具が必要でした。 しかし…
続きはこちら
-

ネジ加工で「逃げ」を設けることよる性能の担保
ネジ加工時、図面上には奥端面に「逃げ」の表記がされていませんでした。しかし、逃げがないと、ネジが切れない部分(不完全ネジ部)が発生し、ネジの…
続きはこちら
-
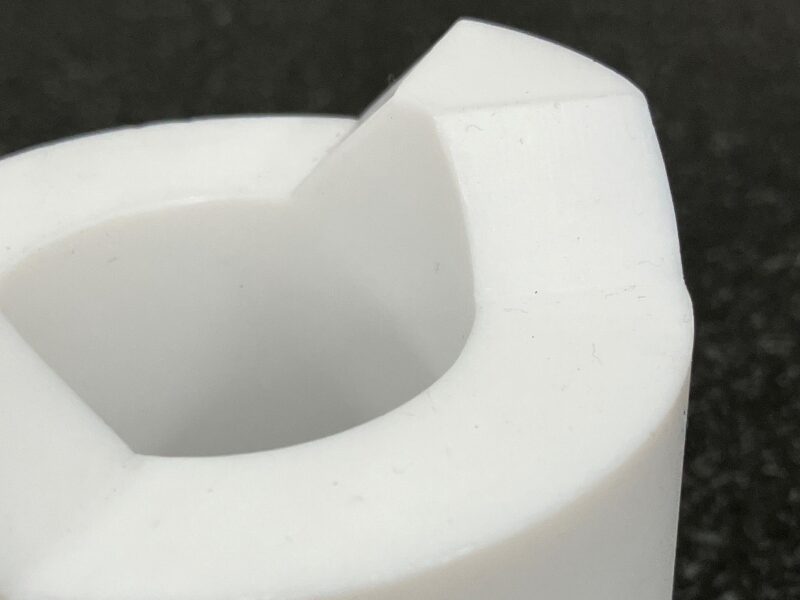
突起角度変更によるリードタイムの短縮
継手部品の先端部の突起の角度が30°との指定でした。しかし、30°の角度を形成するためには、特注工具が必要で、その工具の納品に約3ヶ月掛かっ…
続きはこちら